

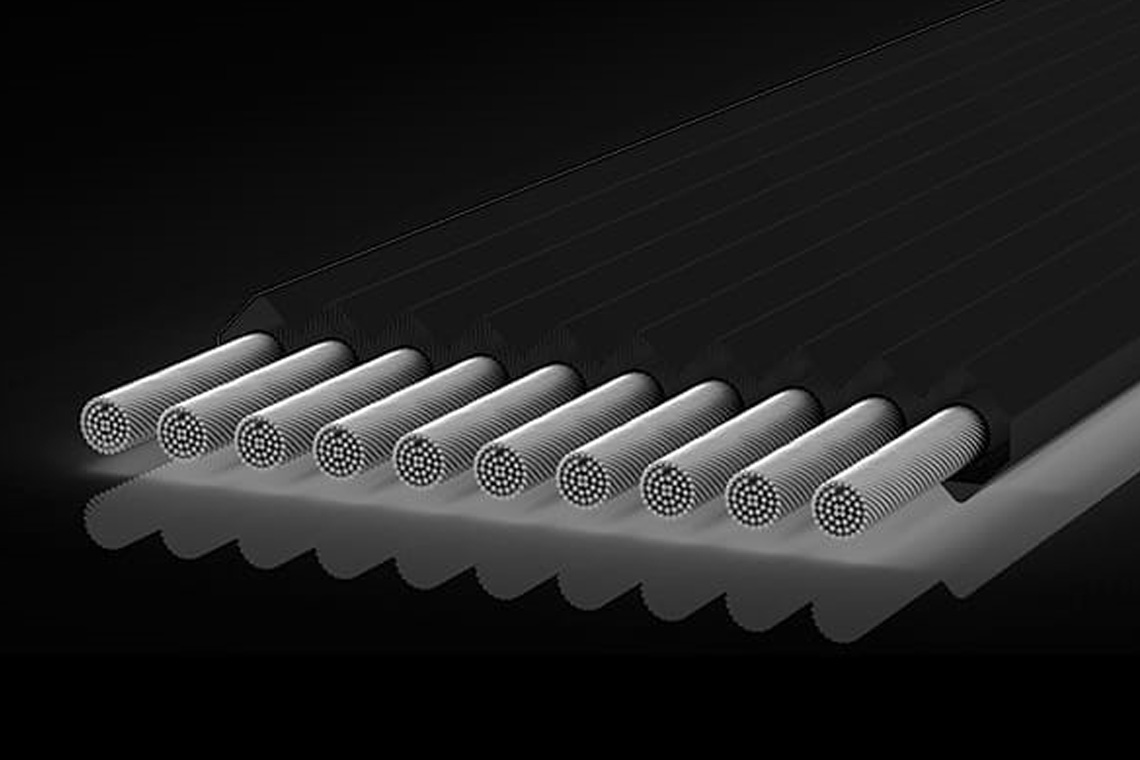
Belt drive technology in elevators replaces traditional steel ropes with Grooved, polyurethane-coated belts (STM) , offering numerous advantages. This innovation allows for lighter, more flexible systems that significantly reduce energy consumption and friction, leading to greater efficiency and lower operational costs. The belts’ reduced weight and compact design enable smaller motors and machine-room-less configurations, optimizing building space. They provide a smoother, quieter ride by minimizing vibration and noise, enhancing passenger comfort. Maintenance requirements are lower due to the belts’ durability, while their advanced monitoring capabilities ensure high safety standards. Additionally, belt drives offer greater design flexibility, allowing for creative architectural solutions and future-proof integration with smart building technologies.
gearless belt drive technology surpasses traditional machines in efficiency. It requires smaller backup generators and no oil, leading to easier maintenance and lower operational costs. This innovative system not only ensures smoother, safer, and more comfortable rides but also contributes to a more sustainable future